GET IN TOUCH
With over 40 years of experience working in the steel industry.
GET IN TOUCH
Home / Contact
While we can take your back-of-envelope sketches and turn them into your product, if drawings are not ‘ready to roll’ there will obviously be time and money spent to rectify this.
Below are some things to remember.
• Be aware that it is possible to draw models in computer 3D which cannot be created in fact.
• Ensure there are no clashes.
• Draw everything with a 1:1 scale and send us the model space part.
• Please give a reference dimension as some software has a habit of exporting parts in Imperial sizes.
• Avoid duplicate lines drawn on top of each other.
• Try to have closed profiles i.e. continuous lines with no breaks
• ‘Standard’ sheet sizes we use are 2000 x 1000mm, 2500 x 1250mm 3000 x 1500mm and 4000 x 2000mm.
• There are other sizes. If a quantity of parts is required please use a sheet size to maximise sheet use and let us know the sheet size.
• We will advise on ‘nesting’ to make best use of sheet.
• The most common size we keep in stock is 2500 x 1250.
• A 15mm border is required all round the edge of the sheet and between each part on the sheet.
• Cutting holes with diameter less than the thickness of the sheet will add to the cost (takes longer to cut).
• We will advise if part can be bent with standard tooling or whether bespoke is required.
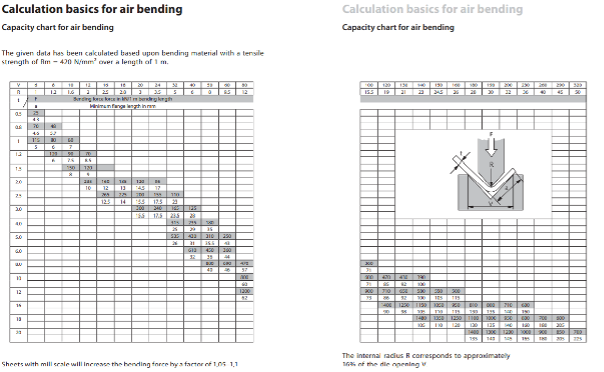
• On drawing for a bent part show all sizes after bending, and we can calculate the blank length required to suit the tooling.
• We use ‘air-bending’ on our press-brakes (benders). This defines minimum flange length and minimum internal radius as per chart below (courtesy of Bystronic).